Hello, Sunday!
So, I’ve had a lot of people ask me on how to make blades, specifically swords, spear heads, etc. for costume and cosplay purposes. One of the easiest ways to do so, is to simply make them out of wood, as discussed in my Deadpool Swords Buildlog.
However, for all its strength and ease of access, wood isn’t a great material to use. It’s weak in thin sections, heavy, has grains to take into account, and most of all, necessitates usage of power tools. It’s still possible to use a hand file and try to sand an edge, but if you’ve got to do 4 edges on a diamond cross-section sword, you’ll be emptying your tank of patience and energy, not to mention carpal tunnel for the sake of cosplay. Furthermore, some cons discourage usage of wood, due to its hardness and weight, so it’s a safer alternative to go with foams and plastics.
My preferred method to blade making is the sandwich method, which took some trial and error for me to perfect. The concept is simple enough, 3 or so layers of thin plastic, with the middle layer made hollow to embed steel wire into for strength. With the tests I conducted using PVC Foamboard (Sunboard), I found that even 3 layers of 3mm(actually 2.7mm) sunboard bonded using epoxy were very floppy, and broken easily. However, the sandwich method gives it strength and stiffness without compromising on cost or ease of construction.
Here are a few pictures of some of the blades I made using this method-

Shingeki no Kyojin Blades

Sword of Altair
To illustrate how it works, it’s time for a MS Paint diagram!
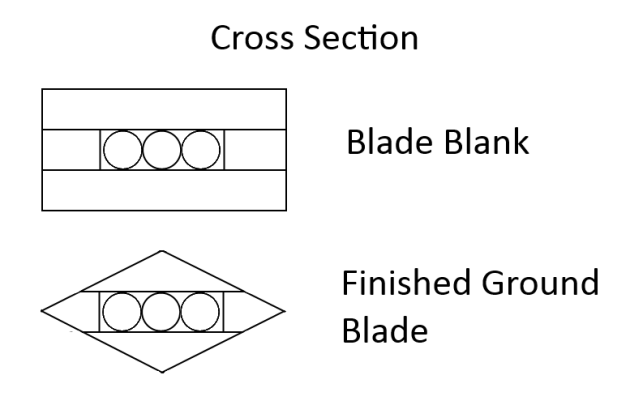
The blade blank is about 35% through the sword construction process, and when the filing and sanding is finished you have the final blade’s shape.
As you can see, you basically sandwich several layers of plastic with a bit of wire in the middle, and then grind it down with a file to produce the sword shape. It’s easier than you’d think, here’s how it’s made.
You’ll need-
- Sunboard(3 & 5mm depending on your blade’s size and thickness)
- GI Wire(3 or 5mm depending on your center layer’s thickness)
- Epoxy (more is better than less)
- Paints, Primer, clear coat, etc.
- Any sword specific detailing
Tools
- Steel or wooden ruler, 60cm or 100cm
- utility knife
- Square or half round Bastard file
- Sandpaper(80, 220, and 400 grit)
- Clamps or weights
- Masking tape
Procedure
You start by measuring out the dimensions of your sword. I’ll be describing how I made Altair’s sword.

The blade is approximately 70cm long, and including the handle it becomes 82cm
So my sword is 82 cm long from tip to pommel, 3 cm wide, and about 1 cm thick. I started by cutting out the top and bottom sunboard strips, 82 cm x 3 cm. Use the ruler and run the utility knife along it multiple times to make sure that the cut comes out as straight as possible. The more care you take here, the cleaner and more accurate your final blade will be.
Next, I cut out two strips for the middle of the blade. Considering that the GI wire goes in the center of the blade, we’ll only need narrow strips, hence I cut two 82 cm x 1 cm strips. I then cut 4 lengths of 3mm GI wire 75 cm long, and straightened them by hand until I could roll them on the floor. The GI wire must run from the end of the handle upto a few centimeters from the tip for the blade to be strong, but the tip itself must be solid sunboard so that it can be tapered without showing the wires. I just used another piece of 5 cm x 1 cm sunboard when sandwiching the blade.
NOTE- I discovered this the hard way, but you must ensure that the GI wire is thinner than the foamboard you’re using, else it can cause the blade to bulge. If you still need the strength, you can clamp the blade blank between 2 stiff planks as the epoxy is curing to compress the foam.
Once you have the strips of sunboard and the wires cut out and straight, begin preparing to epoxy the blade. Measure the width of the 4 wires, and mark two lines on the bottom wide strip of sunboard. These will help you to align the side strips so that the wires have enough space to sit inside the blade.
Now begin the process of epoxying the 82x1cm side strips onto the 82x3cm base strip. Do this step outside, it gets messy. Take a little sandpaper and scuff up the surface of the sunboard a little. Mix a generous amount of epoxy, and apply it outside the two lines you marked on the base strip earlier, and onto the middle section only at the tip and pommel of the sword. Then take the 1cm wide strips, and press them into the epoxy. Work quickly, the epoxy will set soon, and it pays to have everything properly arranged so that you can quickly work without having to search for anything. Be generous with the epoxy, but use an ice cream stick to scrape any excessive oozing away. Better more than less, or your blade will delaminate. You can use masking tape to keep your strips aligned as they’re being clamped.
You can see now that you’re creating a channel in the middle of the blade for the wire to be placed into. Place a short strip of sunboard on either end of the channel, so that the tip and pommel are solid plastic and epoxy. Weigh and clamp down the bottom and middle layers, then go and play a video game for an hour.
Once the epoxy has cured to handling strength, take the GI wire rods cut and straightened earlier, and mix up a large amount of epoxy. More is always better, as you’ll end up using a lot in this step. Take an ice cream stick and spread epoxy into the center channel, and onto the top of the side strips. After you’ve got an even covering, press your wires into the center channel, and make sure they’re well seated into the epoxy. Cover the wires and sides with more epoxy, then place the top strip onto it, and wrap strips of tape around the blade to keep it aligned. Then clamp or weigh it strongly between two planks, and leave it for 24 hrs. Avoid placing weights or clamps directly on to the foam, as you’ll leave a mark which is difficult to get rid off later.
Once the epoxy has cured, you’ll be left with something resembling this-

This is the blade blank for my TLoZ:TP Master Sword. It’s about 7cm x 80 cm long, not including the 20cm threaded steel rods poking out the top. Here I plan to make the handle by casting it, hence I didn’t extend the sunboard over the handle. I had to use 6mm threaded rods to give it strength, due to the sheer size of the blade
This is the blade blank, a solid billet which can be carved into the sword. Up next, everyone’s favorite step, Sanding and grinding!
*Collective groaning ensues*
Yes yes, but this step is necessary, so have at it and you’ll be done in a day. In the event that you ended up using wire that was too thick, or didn’t clamp properly, then you’ll end up with splits and delamination. Don’t worry, you don’t have to start over, you can fix this by keeping the blade split side up, pouring superglue generously into the cracks, then strongly clamping it down for at least 1/2 hr.

Clamp the blank to a table, mark out guidelines to aid your sanding. Note the wood used in the clamps to prevent them from leaving marks. Keep filing evenly down the blade, removing material in passes rather than trying to grind it off all at once. If you don’t have a file, you can stick sandpaper to a strip of wood and use that instead. Keep sanding until you get the desired form, then sight down the blade to ensure that it’s straight and clean. The wire has a certain degree of stiffness, so if the sword is bent it’s an easy affair to straighten it out with your hands.

My handle was rather flat, so I added a few strips of sunboard onto it and sanded them round.
Finish sanding by using the finer grits to knock off any imperfections, and prepare to prime the surface.Your finished blade form should look somewhat like this.

You can see the layer lines in this image, these lines help when filing the edge because you can see if they’re straight or not to check the angle the edge is currently at.
The next step is making the hilt, but that is another a whole new chimichanga, so we’ll leave that for another day.
The rest is pretty straightforward, nothing to really teach here. Paint the blade with primer, sand with 400 grit, prime, sand, prime, paint with silver acrylic paints or spray paints, distress with diluted black acrylic, and clear coat x2. Painting the blade is the comparatively easy part. To finish, I wrapped the hilt with black rexine and glued it down.
aaand, DONE!
That sums up the entire process of making a sword blade via the sandwich technique, I hope that you found this guide useful and informative. If you do ever use this method, do let me know how it works out for you, along with any pictures 🙂
Thank you for your time, and see you all next week at comic con!
Signing off,
~Adithyaa~



























")
")
